




安庆合金管的图文介绍
专业公司定制批发



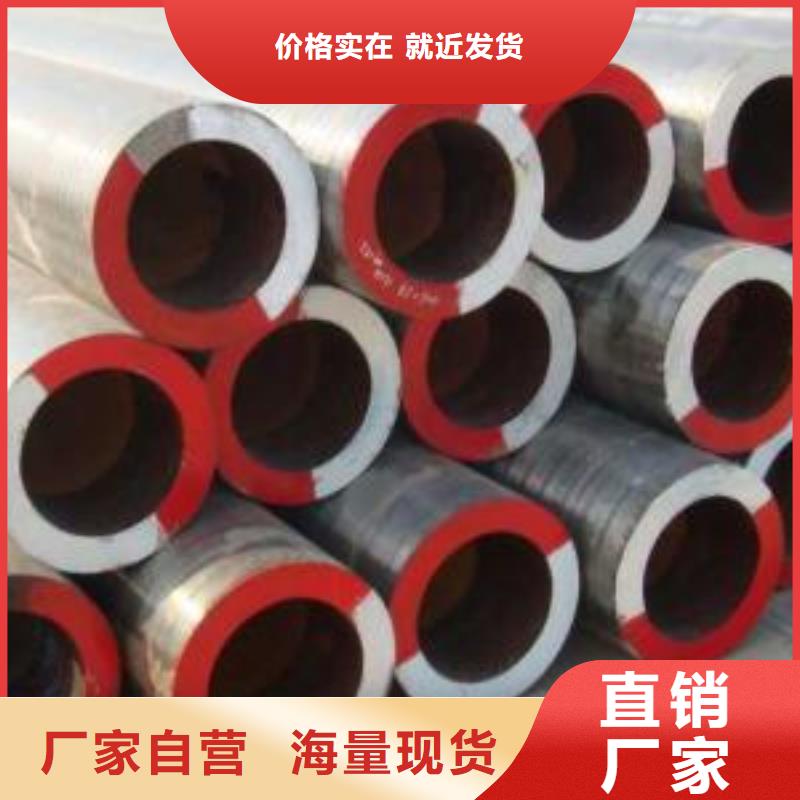
厚壁无缝钢管成型加工工艺,即20#厚壁钢管发电机组成型及口模一部分板孔设计方案和调节方式均会立即危害电焊焊接品质的好坏。传统式的成型加工工艺为辊式成型加工工艺,有人下单半经,双半经;W反弯法成型板孔管理体系,再加二辊、三辊、四辊或五辊挤压成型辊,二辊或四辊口模来确保成型品质。此类传统式辊式成型加工工艺,大多数用以直徑低于φ114mm的20#厚壁钢管发电机组。英国的排辊成型加工工艺、奥钢联的CTA成型技术性,日本国中田的FF或FFX软性成型技术性等,对成型后的焊缝样子和优良的工艺性能都是有不错的确保,适用规格型号范畴更广的20#厚壁钢管发电机组。各种各样成型生产工艺,有不一样优点和缺点,合适不一样的标准,依据商品考试大纲、商品主要用途应在机器设备型号选择时深思熟虑、以挑选不一样的成型生产工艺。
以便降低弹性变形,针对厚壁无缝钢管发电机组生产加工形变道次都比一般20#厚壁钢管道次相对2~3道次。在形变分配上,应降低原始时形变视角,确保平稳的咬入,正中间弯型视角适度增加,后侧形变适度降低,形变道次不仅是降低形变力,还可使热轧带钢有释放出来表层地应力的机遇,让表层地应力的系数迟缓,能够防止出现裂痕。在调节全过程中,******应确保竖直轴线的各道次统一-,以管理中心做为基轴,找准定位规格及正中间套,在直线的部位上,应依照加工工艺分配,产生进山线(出山线)平平行线,不可以出現曲线图颤动。在沒有穿带前,就应当调节好各声卡机架的板孔样子,测量各道次规格,确保商品平稳进到各声卡机架。在调节时要平衡支承,不能在一个声卡机架上强制形变,确保提高角平稳匀称转变。


 01
01安庆合金管实体厂家层层检测不合格不出厂
 02
02厂家全年不间断生产安庆合金管现货随订随发
 03
03可来图来样根据您的需求定制安庆合金管
 04
04专业安庆合金管售后团队24H为您解决难题

安庆金海金属材料有限公司创办以来,诚信经营,已发展成为立足 合金管市场,集生产、制作、销售为一体的 合金管厂家。公司制定了科学合理的管理服务体系,规范生产,诚信服务,为企业赢得了良好的信誉,获得了广大客户的一致好评!精良的生产设备、高端的人才优势、强大的技术后盾、先进的市场服务体系、完整的 合金管产业链条、创新的发展理念,使得我们能够实现全新的发展模式,以质为本、诚兼天下,企业必将走向更加辉煌的明天!
